为什么釉面均匀性对现代餐具制造至关重要
釉面不仅决定了餐具的视觉吸引力,还决定了其耐用性、光滑度和食品安全合规性。
手工喷涂或浸涂方法不稳定,导致涂层不均匀、颜色变化、釉料消耗量大——通常高达总生产成本的 25%。
相比之下,自动釉料喷涂线能够实现精确的涂层厚度,并将过喷量降至最低。
据国际餐具制造商协会称,升级到伺服驱动喷涂系统的工厂报告称,在运行六个月内,釉料用量减少了 30-40% ,涂层一致性提高了 50% 。
自动釉料喷涂生产线的工作原理
该系统集成了伺服控制喷枪、可调节传送带和闭环压力监测,以确保每件作品釉面均匀覆盖。
流程图
进料部分:盘子或碗自动装载到旋转的托架上。
预洗和干燥:去除灰尘或残留物,以确保釉料附着力干净。
伺服控制喷涂:多个喷枪根据物品形状实时调节角度和压力。
过喷回收装置:收集并回收未使用的釉料进行再过滤。
干燥输送机:将上釉的物品直接输送到可控热风隧道。
每条生产线每小时最多可生产 3,000 件,釉面厚度均匀性保持在±0.05 毫米以内。
量化的效率提升
| 范围 | 人工喷涂 | 自动釉料生产线 | 改进 |
|---|---|---|---|
| 产量(件/小时) | 800–1,000 | 2500–3000 | +200% |
| 釉料消耗 | 100% 基线 | 65-70% | -30–35% |
| 缺陷率 | 9-10% | 3-4% | -60% |
| 每班次劳动量 | 6名操作员 | 2 个操作员 | -67% |
| 能源利用 | 100% 基线 | 80% 基线 | -20% |
| 投资回报率周期 | — | 12-15个月 | — |
基于东南亚和欧洲的生产基准(2024 年)。
该系统的精密喷嘴可最大限度地减少釉料损失,即使在复杂的几何形状(如带边盘子或深碗)上也能保持良好的覆盖效果。
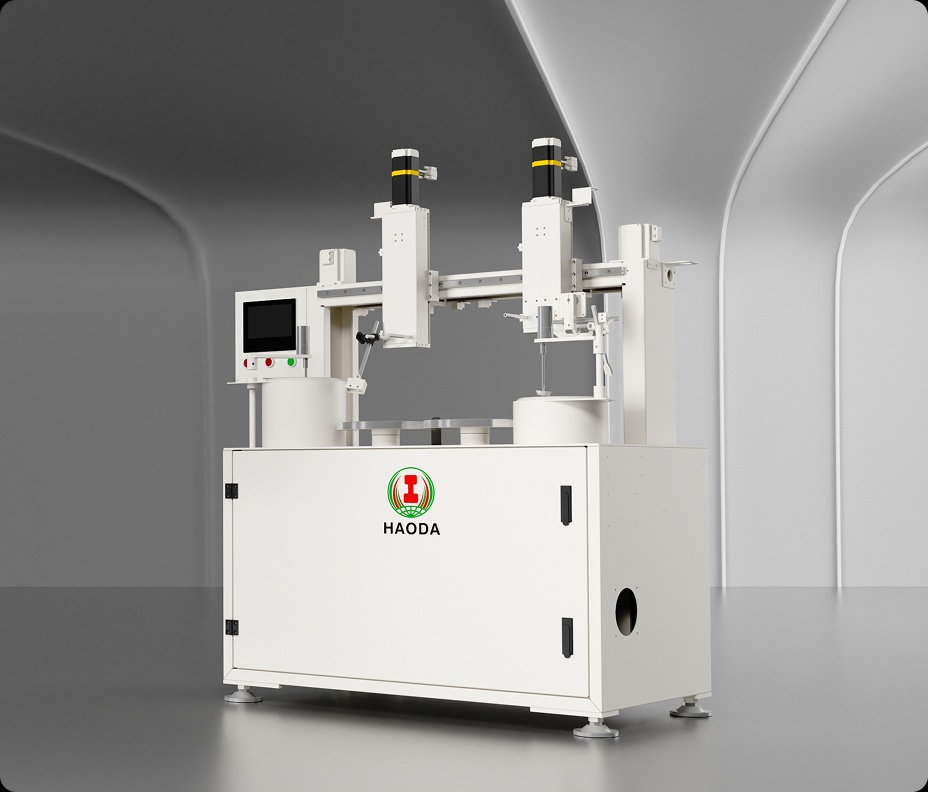
技术亮点和系统设计
该自动釉料喷涂生产线采用工业级自动化技术和智能空气管理系统,以实现最佳性能:
伺服控制喷枪:动态调节角度、距离和流量。
旋转工件夹具:确保 360° 均匀涂层。
闭环气压系统:保持恒定的喷雾速度和喷雾密度。
釉料回收模块:回收过喷物,过滤效率>85%。
智能PLC接口:允许实时参数调整和配方存储。
无尘喷漆房:内置通风和空气过滤系统,运行清洁稳定。
该系统设计确保每件产品都能获得一致的釉面覆盖,同时最大限度地减少对环境的影响。
解决工厂实际痛点
1. 表面缺陷和返工
釉层厚度不一致常常会导致针孔、滴落或颜色不均。自动化系统能够保持涂层参数的稳定,从而将返工率和次品率降低60%以上。
2. 劳动力和技能依赖性
手工安装玻璃需要技术娴熟的操作人员。自动化生产线减少了对人工的依赖,并使新操作人员能够在短短一周内完成培训。
3. 过喷和环境合规性
现代环保标准要求采用排放量最低的闭路玻璃系统。自动化生产线集成了回收站和低VOC喷枪,帮助工厂满足ISO 14001和欧盟生态设计法规的要求。
投资回报率和成本分析
| 类别 | 自动化前期 | 带釉线 | 改进 |
|---|---|---|---|
| 釉料成本分摊 | 总成本的25% | 15% | -40% |
| 人工成本 | 每年15万美元 | 每年85,000美元 | -43% |
| 返工率 | 9% | 3% | -67% |
| 维护时间 | 每月12小时 | 每月5小时 | -58% |
| 投资回报率周期 | — | 13个月 | — |
这些数据与《制造自动化杂志》的研究结果相符,证实自动化上釉是中型陶瓷生产商最具成本效益的表面处理升级之一。
集成和可扩展性
釉料喷涂线可与以下设备无缝集成:
自动成型和辊压生产线
高速干燥和煅烧隧道
机器人装卸系统
数码装饰打印机和检测单元
该集成创建了一个全自动的成型到精加工工作流程,非常适合以连续、无尘和节能生产为优先的出口型餐具工厂。
环境和能源优势
能源效率委员会证实,伺服辅助空气压缩和釉料回收可降低高达 25% 的能源需求。
此外,使用封闭式喷漆室可减少空气中90%的釉料颗粒,从而提高工作场所的安全性,并确保符合ISO和CE标准。
实施和技术支持
安装通常在4-6 周内完成,包括机械安装、空气回路校准和操作员培训。
公司提供终身技术支持、釉料咨询和备件物流支持。